What Is Metal Parts Machining?
Metal parts machining refers to the subtractive manufacturing process where metal components are made by removing material from a solid workpiece through controlled cutting tools on CNC machines. The process uses computer numerical control (CNC) to follow digital designs (G-code) that precisely guide tools to create complex geometries with tight tolerances. It’s widely used in industries like aerospace, automotive, medical, and industrial equipment manufacturing.
Common Metals Used in Machining
Choosing the right metal is foundational because metallurgy affects strength, machinability, corrosion resistance, and cost. Common metals include:
| Metal | Key Attributes | Typical Uses |
|---|---|---|
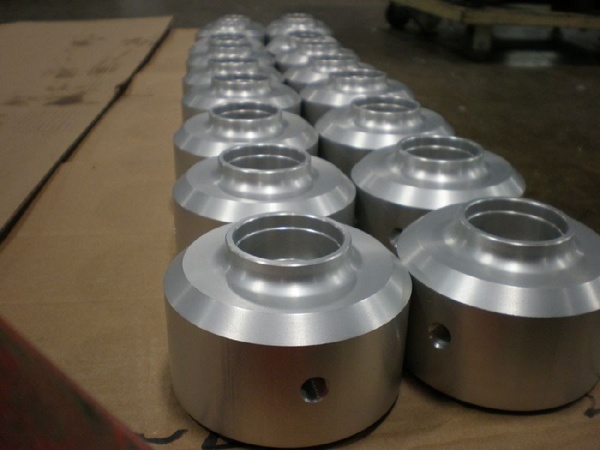
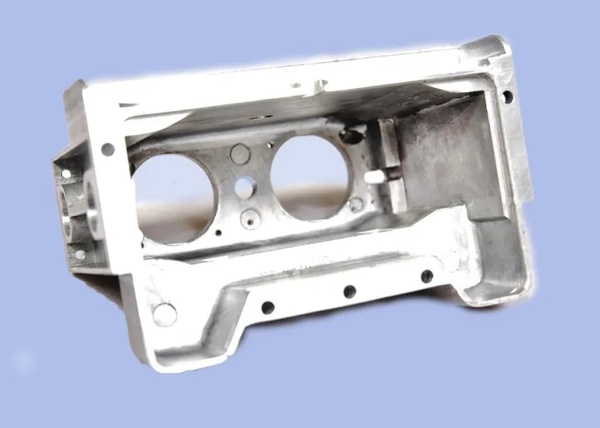
| Aluminum | Lightweight, high machinability | Aerospace housings, electronics |
| Steel & Alloy Steel | High strength & toughness | Shafts, frames, mechanical parts |
| Stainless Steel | Corrosion resistance & durability | Medical, food machinery |
| Brass & Copper | Conductivity & surface finish | Electrical contacts, fittings |
| Titanium & Superalloys | Extreme strength & heat resistance | Aerospace turbine parts |
Aluminum and its alloys, like 6061 and 7075, are especially popular because they balance machinability with strength. Stainless steel provides corrosion resistance but can be more challenging to machine due to work-hardening tendencies.
Machining Processes: Milling, Turning & Beyond
Metal machining isn’t a single method — it’s a suite of operations, each targeted at specific geometries:
-
Turning: A lathe cuts a rotating workpiece to shape external and internal cylindrical features.
-
Milling: A rotating cutter shapes flat, curved, or complex surfaces by moving around the workpiece.
-
Drilling / Boring: Makes and refines holes with precision depth and diameter.
-
Hobbing: Specialized milling for cutting gear teeth and splines on cylindrical forms.
-
Hybrid Subtractive/Additive: Combines additive metal printing with machining to create intricate parts faster, reduce waste, and enable designs that were once impossible to machine exclusively.
Each process has specific toolpaths, feeds, and speeds tailored to material and geometry — and many shops integrate multiple processes for complex designs.
Precision & Tolerances in Metal Machining
Precision defines machinability. Most professional CNC shops guarantee tight tolerances — often within ±0.001 inches (±0.025 mm) or better — because many metal parts must fit or function within assemblies. Tolerances affect:
-
Interchangeability: Parts fit consistently in assembled products.
-
Functionality: Critical features like bearing surfaces and threaded holes work reliably.
-
Wear & Life: High precision reduces stress concentrations and premature wear.
Advanced quality inspection tools — like coordinate measuring machines (CMMs), optical scanners, and surface roughness testers — verify that each part meets design specifications.
Surface Finishes & Secondary Operations
After machining, metal parts often undergo surface finishing to improve durability, appearance, or functionality. Common finish techniques include:
-
As-machined: Standard surface with visible tool marks for internal or functional parts.
-
Blasting / Deburring: Removes sharp edges and burrs for safer handling.
-
Polishing: Produces mirrored or more refined surfaces, often for consumer or aesthetic parts.
-
Plating / Coating: Adds corrosion protection or wear resistance through nickel plating, black oxide, or anodizing.
For extremely precise finishes, honing or superfinishing might be used — these are advanced metalworking processes that improve surface geometry and smoothness beyond standard grinding.
CNC Programming & Toolpath Strategies
Metal machining requires translating a 3D CAD model into machine instructions (G-code). Advanced programming techniques include:
-
Canned cycles: Pre-programmed routines stored in controllers for drilling, tapping, and pocketing that reduce code complexity and errors.
-
Multi-axis toolpaths: 4-axis and 5-axis toolpaths allow machining in a single setup, reducing handling errors and enhancing precision.
-
Toolpath optimization: Smooth entry/exit, arc transitions, and load balancing reduce vibrations and improve surface finish.
Smart programming directly impacts cycle times, material waste, and part accuracy.
Fixtures & Workholding
Machining accuracy depends not just on tools but how the workpiece is held. Well-designed fixtures and jigs ensure stability, reduce vibration, and improve repeatability. They are custom engineered for stability and repeatable positioning across batches — especially important for multi-feature parts that require tight tolerances.
Quality Control & Inspection
A comprehensive quality plan ensures consistency and reduces defects. Typical quality control steps include:
-
Incoming material certification: Verifying alloy grade and properties.
-
In-process inspection: Monitoring tool offsets and critical dimensions during machining.
-
Final inspection: CMM, surface roughness, and visual checks before shipping.
-
Documentation: Mill certificates and inspection reports accompany finished parts.
Manufacturers often reference standards like ISO 2768 for dimensional tolerances or ASME Y14.5 for geometric dimensioning.
Design for Manufacturability (DFM)
Metal parts machining benefits significantly when engineers incorporate DFM principles early:
-
Avoid overly complex internal geometries that require multiple setups.
-
Use standard hole sizes and fillet radii to reduce cutter changes and custom tools.
-
Allow realistic tolerances and surface finish specs where performance permits.
Optimized designs reduce machining time and tool wear, and often lower overall cost.
Cost Drivers & Lead Times
Several factors drive metal machining costs:
| Factor | Impact |
|---|---|
| Material choice | Harder metals increase tool wear and cycle time. |
| Volume | Low volumes often cost more per part than large batches. |
| Features & complexity | Deep pockets, thin walls, and multi-axis features require more time. |
| Finish & inspection | Premium surface finishes and rigorous inspection add labor and time. |
Lead times vary by complexity but typical prototypes can be machined in days to weeks, while high-volume production runs require longer planning and scheduling.
Why Xstar Is Your Go-To Metal Parts Machining Partner
When precision, reliability, and cost transparency matter, Xstar delivers exceptionally:
-
Expert material guidance: Helping you choose the right metal for strength, corrosion resistance, or machinability.
-
Advanced CNC capabilities: Multi-axis machining, optimized toolpaths, and robust quality inspection.
-
DFM collaboration: Early engineering support to reduce cost and improve manufacturability.
-
Comprehensive service: From prototyping to scalable production with consistent quality across batches.
If your project demands accurate metal components with predictable quality and delivery, Xstar stands ready to transform engineering designs into high-performance components.
Some content in this article is sourced from the internet. If there is any inappropriate content, please contact us for removal.